Chemical etching is a metal machining process using chemicals to design intricate yet high-precision components. The process involves the spraying of high temperature regulated chemicals under high pressure to engrave highly accurate images on metals. Manufacturers use a wide range of metals such as nickel, titanium, stainless steel, copper, and anti-corrosive metals such as aluminium and its alloys, etc.

In addition, the sprayed corrosive chemicals or enchants remove unwanted material on the metal’s surface to obtain desired geometric features comprising images and thickness. “Industrial etching”, “photo etching”, “chemical milling”, “photochemical machining”, or “acid etching” are the other names of the chemical etching process. Leading manufacturers such as Xinhaisen use photo etching to produce permanently etched images on metals measuring up to 1.5mm thickness. Also, the images produced are stress-free and without rough edges or burrs. The quality of engraving maintains the original properties of the metal.
Dry or wet-etching are the two major types for engraving images on metals. Dry-etching uses plasmas or etchant gases to dissolve the substrate material. We call it plasma-etching too. Wet-etching makes use of liquid etchants to do the same job.
There are eight simple steps in this multi-staged procedure.
Almost all types of metals etch as per the client’s demand. These metals vary in thickness from .010mmm to 1.5mm. Usually, the size of the metal sheet is around 600mm by 1500mm.
In this step, oil, waxes, grease, or other debris need removal from the metal’s surface with the chemical. A contaminated surface may cause defects in final etches due to improper adhesion of photoresist film.
The metal surface needs lamination with a UV-sensitive photoresist dry film to avoid unwanted areas on the metal’s surface from etching. Manufacturers use high pressure and temperature to laminate both sides of the metal sheet.
Some manufacturers use photo-tooling to produce the desired artwork on top of the laminated sheet by exposing it to UV light. However, Laser Direct Imaging is regarded as a better technique than a photo tool to transfer the component design to a photo-resist. The UV light hardens the photoresist to project a high-resolution image.
In this stage, the non UV exposed photoresist is removed to expose the bare metal underneath. The photoresist hardened by UV light protects the component during etching to finally expose the desired image.
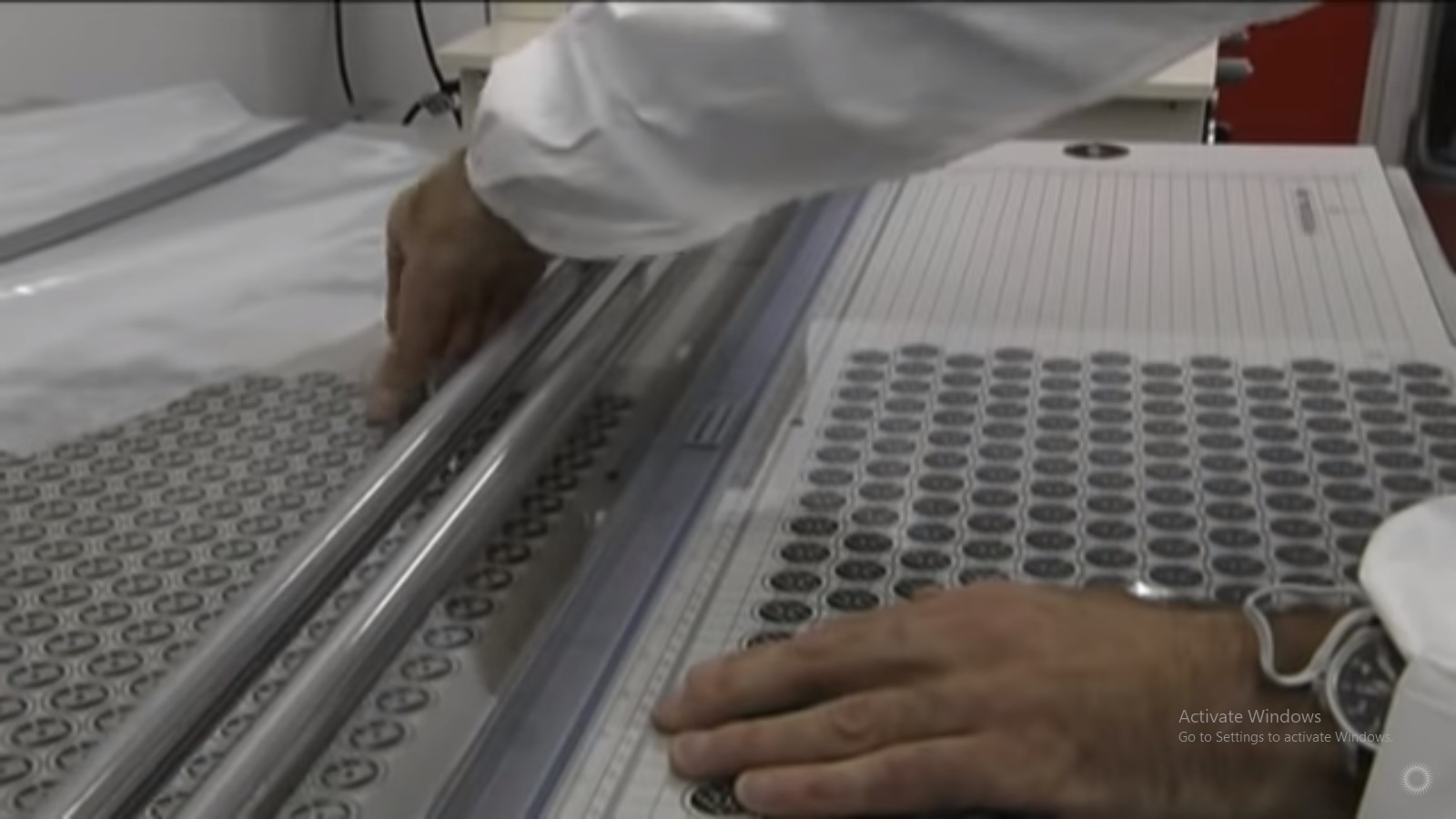
The metal is placed in the etching machine under controlled temperature and enchant is sprayed on it from both sides at the same time. Also, the etch-time depends upon the metal type, its thickness, and size. The unprotected areas are etched away and the final image is reproduced on the metal surface.
The photoresist film is taken away from the etched metal either physically or in a stripping machine to leave behind stress and burr-free components.
After completion of the final product with the removal of films, manufacturers carry out rinsing with deionized water to eliminate every single deposit left.
Manufacturers usually confront with varied questions regarding the utility of any end product. So, keeping such things in view, it is important to go through some critical questions that address customers’ specifications.
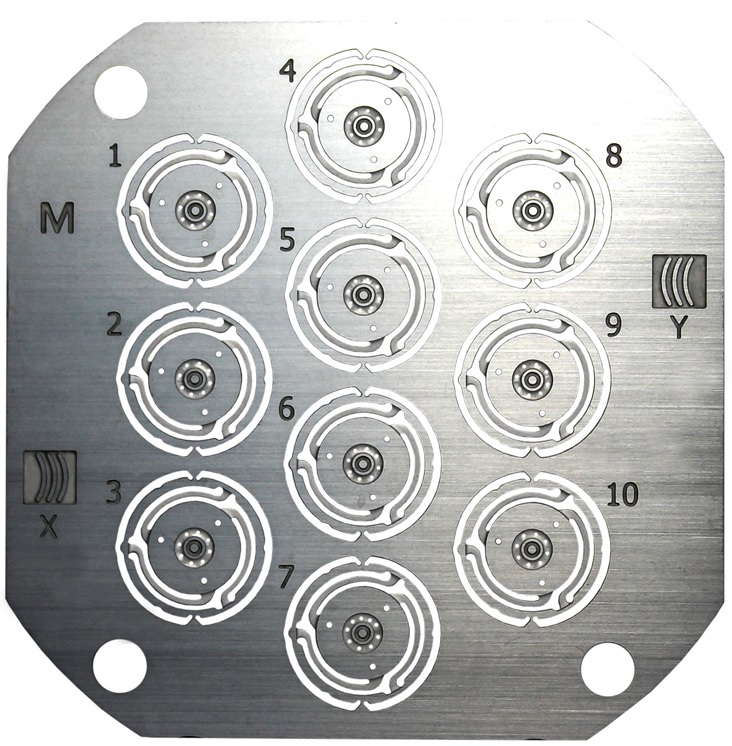
Only this technique materializes embossing high-precision images by selectively removing unwanted parts of metals. Other methods to etch metal surfaces may be defective or do not produce the desired results.
Unlike conventional etching processes such as punching, laser, and stamping, etc. the cost o fetching remains low. Since no complicated procedures needed, the final product results in a high-quality component. Due to the flexibility and variety of available material, the element of risk is less in this method. Manufacturers can calculate cost by the sheet instead of part in the case of photochemical etching. As a result, only single production makes several parts with a single photo tool, which results in high-cost saving.
Metals from over 2000 types suit etching. However, the most common metals used in the chemical etching process include a wide range of ferritic, austenitic, and martensitic stainless steel, aluminum and its alloy, nickel and nickel alloys, titanium and titanium alloys, gold, silver, zinc, bronze, copper, magnesium, molybdenum, and mu-metal, etc.
All the mentioned metals are appropriate for etching when paired with the right etchant. At Xinhaisen, the photo etching process can etch metals that are hard to profile.
The lead time of this procedure is considerably shorter as compared to other metal etching procedures. It varies according to the quantities and capacities required. Some standard components require chemical milling within no time. They take less than a week time.
Although etching can reach the finest features, the minimum standard maintained for achievable etching is 0.1mm. Also, there is no specification regarding minimum or maximum components produced in the chemical etching process.
Manufacturers reply on corrosive enchants for etching. Usually high quality enchants such as Ferric Chloride FeCl3 are used to etch the metal surfaces.
Chemical etching is a tremendous way of developing high-precision intricate and multi-layered metal parts. The process helps in creating sharp and straight edges.
It also offers wider design flexibility and the setup cost for this procedure is amazingly low. There is no loss of material quality and the final product is burr and stress-free. It carries a high degree of repeatability and stability.
Chemical etching is applicable in several sign applications such as industrial signage, hotel signage, nameplates, and labels. It has a huge demand in the electronic industry. In addition, a variety of electronic appliances use chemically etched components, such as printed circuit boards. The print industry uses chemically etched components, such as flexible cutting dies and hot foil stamping dies. Aerospace, automotive interiors, and medical equipment need thin parts and components. All of them mostly integrate chemical etching.
Several advancements initiated in this field include greater tolerance, vertical integration, improvised time-to-market, and reel-to-reel processing. Due to innovations, it has become much easier to adopt half-etching procedures for intricate applications. Most entrepreneurs have got the facility of computerized chemical etching processes.
The chemical etching process is inevitably the best technique to create, sharp, straight, or profiled edges. Therefore, it is the most viable and purposeful option to replace conventional methods of stamping and punching metal parts.
The technique invariably reduces tooling and production costs while maintaining the physical strength of the components. In the end, ensuring high quality, consistency, and uniformity of designs during processing are the key areas of its dominance.
In order to Learn More, Contact Us Today!